آهنربای شاتر با استفاده از یک مجموعه آهنربای داخلی چرخان برای جابجایی بین یک آهنربا کار می کند حالت مغناطیسی فعال و الف حالت شار خارجی نزدیک به صفر . هنگامی که روشن می شود، میدان مغناطیسی آن قالب فرومغناطیسی را با نیروهایی متفاوت می بندد 500 نیوتن تا بیش از 3500 نیوتن . هنگامی که خاموش می شود، آهنرباهای داخلی یکدیگر را خنثی می کنند و دستگاه با یک چرخش کلیدی ساده 180 درجه به طور تمیز آزاد می شود - در هیچ نقطه ای نیازی به برق نیست.
3500 نیوتن نیروی نگهدارنده اوج (مدل های سنگین)
180 درجه چرخش کلید برای تغییر حالت ها
0 وات برق مصرف شده در حین کار
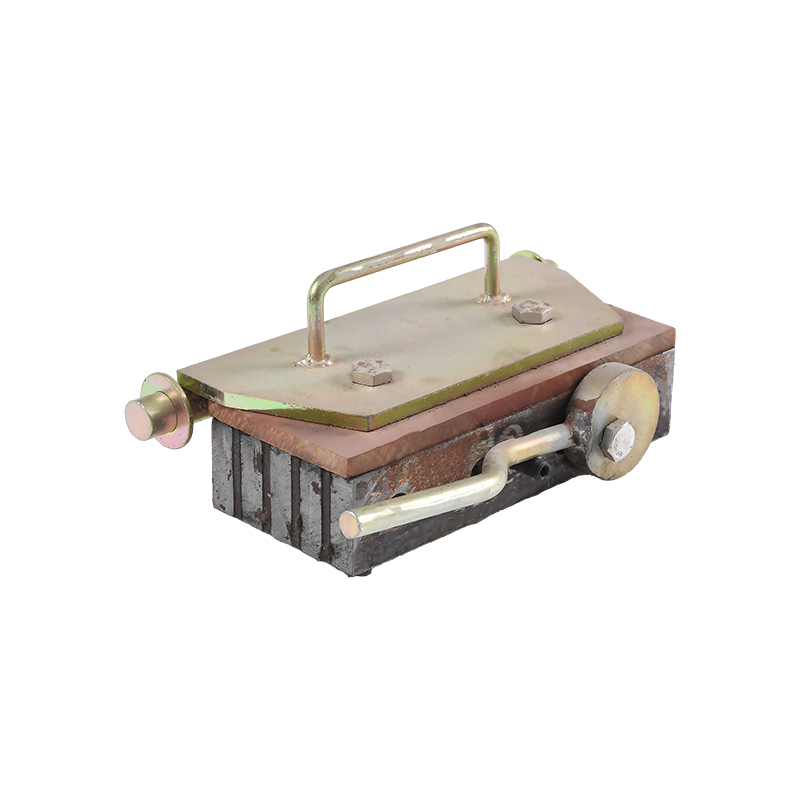
a چیست آهنربای شاتر و کجا استفاده می شود
آهنربای کرکره ای - که گاهی اوقات آهنربای پیش ساخته، آهنربای قالبی یا آهنربای ریخته گری نامیده می شود - یک دستگاه آهنربای دائمی قابل تعویض است که در تولید بتن پیش ساخته استفاده می شود. پروفیل های کرکره ای فولادی (ریل های جانبی، درج ها، بلوک ها) را در هنگام ریختن بتن و ارتعاش در برابر بستر ریخته گری فولادی صاف نگه می دارد، سپس پس از خشک شدن بتن آنها را به طور تمیز رها می کند.
برخلاف روشهای سنتی پیچ و مهره یا گیره، آهنربای کرکرهای نیازی به سوراخ کردن، جوشکاری و بست ندارد. یک کارگر عنصر قالب را قرار می دهد، آهنربا را با استفاده از یک اهرم یا کلید ساده در تماس با بستر فولادی فشار می دهد و آهنربا پروفیل را در جای خود نگه می دارد در حالی که بتن در اطراف آن ریخته می شود.
این دستگاهها در کارخانههایی یافت میشوند که دالهای توخالی، سه راهی دوتایی، پانلهای دیواری، ستونها، تیرها و سایر عناصر ساختاری پیش ساخته تولید میکنند. تولیدکنندگان پیشرو پیش ساخته اروپایی از اوایل دهه 2000 به سیستم های کرکره مغناطیسی روی آوردند و از آن زمان با گسترش تولید بتن پیش ساخته، این فناوری در سطح جهانی گسترش یافت. بر اساس گزارش انجمن بتن پیش ساخته اروپا، تولید بتن پیش ساخته اروپا بیش از حد تولید شده است 200 میلیون متر مکعب سالانه تا اوایل دهه 2020، ابزارهای کرکره مغناطیسی اکنون در اکثر کارخانه های خودکار یا نیمه خودکار در منطقه استاندارد هستند.
یادداشت صنعت
تغییر از گیره های مکانیکی به آهنرباهای کرکره ای در کارخانه های پیش ساخته به عنوان کاهش زمان راه اندازی قالب مستند شده است. 30-50٪ روی خطوط پنل معمولی (منبع: موسسه پیش ساخته/پیش تنیده بتن، بررسی فناوری 2019)
مزیت اصلی
بدون برق بدون حفاری قدرت نگهداری کامل تنها از آهنرباهای دائمی - به صورت مکانیکی روشن و خاموش می شود.
فیزیک پشت ویژگی قابل تعویض
برای درک نحوه عملکرد ویژگی قابل تعویض آهنربای شاتر، باید دستکاری مسیر شار مغناطیسی را درک کنید. هر آهنربای دائمی یک میدان ایجاد می کند - حلقه ای از شار مغناطیسی که از قطب شمال به قطب جنوب می رود. بینش مهندسی کلیدی در پشت آهنرباهای دائمی قابل تعویض این است که این شار را می توان به صورت داخلی هدایت کرد تا به طور کامل در داخل محفظه آهنربا گردش کند نه اینکه به سمت بیرون گسترش یابد تا سطح خارجی را بگیرد.
پیکربندی مخالف دو آهنربا
اکثر آهنرباهای شاتر از یک سیستم دو آهنربایی با یک آهنربای ثابت و یک آهنربای چرخشی استفاده می کنند. در حالت خاموش، آهنربای دوار طوری قرار میگیرد که قطبهای آن مخالف آهنربای ثابت - شمال در مقابل شمال، جنوب در مقابل جنوب- قرار گرفته باشند. شار هر آهنربا در داخل خنثی می شود و عملا هیچ میدانی از قسمت پایینی خارج نمی شود. روی یک تخت ریختهگری فولادی، آهنربا با جاذبه تقریباً صفر مینشیند - میتوان آن را با دست بلغزید و تغییر مکان داد.
هنگامی که اپراتور با استفاده از یک کلید یا اهرم آهنربای داخلی را 180 درجه می چرخاند، قطب ها از شمال به جنوب در سراسر دو آهنربا در یک راستا قرار می گیرند. اکنون مسیر شار از قسمت پایینی، از طریق بستر فولادی و عقب میگذرد - این حالت روشن است. آهنربای شاتر با نیروی نامی کامل خود که بر حسب نیوتن یا گاهی اوقات کیلوگرم نیروی (kgf) اندازه گیری می شود، تخت را می گیرد.
مواد مغناطیسی مورد استفاده تقریباً جهانی است نئودیمیم آهن بور (NdFeB) ، درجه N42 یا بالاتر، به دلیل محصول انرژی بسیار بالا (اندازه گیری شده در MGOe - megagauss-oersteds). آهنرباهای NdFeB نسبت به سایر مواد آهنربای دائمی موجود در بازار، میدانهای قویتری در واحد حجم تولید میکنند. یک محفظه آهنربای شاتر معمولی ممکن است حاوی بلوکهای NdFeB با محصول انرژی باشد 42-52 MGOe ، که به یک واحد فشرده اجازه می دهد تا بیش از 1000 نیوتن نیروی نگهدارنده را ارائه دهد.
نقش مسکن فولادی ملایم
محفظه بیرونی آهنربای کرکره ای از فولاد نرم ماشین کاری شده است که به عنوان مسیر برگشت مدار مغناطیسی عمل می کند. فولاد دارای نفوذپذیری مغناطیسی بالایی است - شار را به طور موثر کانال می کند. محفظه با ماشینکاری دقیق انجام می شود به طوری که در حالت روشن، شکاف بین سطح پایین و بستر ریخته گری فولادی به حداقل می رسد، معمولاً کمتر از 0.1 میلی متر . هر کسری از میلی متر از شکاف هوا به طور قابل توجهی نیروی نگهدارنده را کاهش می دهد. یک شکاف هوای 1 میلی متری می تواند نیرو را کاهش دهد 60-80٪ در مقایسه با تماس کامل، به همین دلیل است که صفحه تماس آهنربا باید تمیز و صاف نگه داشته شود.
انواع آرایه هالباخ
برخی از آهنرباهای شاتر پیشرفته از پیکربندی آرایه Halbach استفاده می کنند - آرایش مکانی از آهنرباهای دائمی که شار مغناطیسی را در یک طرف مجموعه متمرکز می کند. ترتیبات هالباخ برای اولین بار توسط فیزیکدان کلاوس هالباخ در سال 1980 برای استفاده در شتاب دهنده های ذرات توصیف شد (منبع: کلاوس هالباخ، "طراحی آهنرباهای چند قطبی دائمی"، ابزارها و روش های هسته ای، 1980). در زمینه آهنربای شاتر، پیکربندی الهام گرفته از Halbach به این معنی است که سطح پایینی دارای میدان تشدید شده است در حالی که وجه بالایی دارای میدانی نزدیک به صفر است که هم نیروی نگهدارنده و هم ایمنی اپراتور را بهبود میبخشد.
گام به گام: چگونه ویژگی قابل تعویض در عمل کار می کند
ویژگی قابل تغییر آهنربای شاتر در عملکرد ساده است اما بر هندسه داخلی دقیق متکی است. در اینجا دقیقاً آنچه در هر مرحله اتفاق می افتد است:
1
موقعیت یابی (وضعیت خاموش)
آهنربای شاتر در حالت خاموش است. آهنربای روتور داخلی جهت گیری شده است به طوری که قطب های آن با آهنربای ثابت مخالف هستند. شار خارجی نزدیک به صفر است - معمولاً کمتر از 5 درصد نیروی نامی به بیرون نشت می کند بدنه آهنربا را می توان با حداقل مقاومت بالا برد، حمل کرد و با دست روی تخت ریخته گری فولادی قرار داد.
2
فعال سازی
اپراتور یک کلید T یا اهرم را در سوراخ کلید در بالای بدنه آهنربا قرار می دهد و می چرخد. 180 درجه . این به طور مکانیکی روتور داخلی NdFeB را به موقعیت تراز میچرخاند. مسیر شار از ابطال داخلی به برجستگی کامل خارجی در قسمت پایینی تغییر می کند.
3
بستن (حالت روشن)
در حالت روشن، آهنربای کرکره ای میز ریخته گری فولاد را با نیروی نگهدارنده نامی کامل خود می گیرد. برای یک واحد 1000 نیوتن، این تقریباً است 102 کیلوگرم - برای ثابت نگه داشتن پروفیل های کرکره فولادی در هنگام ارتعاش بتن با فرکانس بالا (معمولاً 50-200 هرتز در دامنه های 0.5-3 میلی متر) کافی است. آهنربا در این مدت هیچ برقی مصرف نمی کند.
4
رها کنید
پس از پخت بتن، اپراتور کلید را دوباره - 180 درجه دیگر - می چرخاند و روتور را به موقعیت مخالف برمی گرداند. نیرو به نزدیک صفر می رسد. سپس آهنربا را می توان با استفاده از یک اهرم یکپارچه یا یک ابزار غیرفعال کننده جداگانه از بستر جدا کرد (زیرا اصطکاک سطح باقیمانده هنوز وجود دارد). بسیاری از واحدها دارای بازوی اهرمی داخلی هستند که مزیت مکانیکی را برای این مرحله فراهم می کند.
5
تغییر موقعیت برای بازیگران بعدی
پس از رها شدن، آهنربای شاتر برای طرح قالب بعدی تغییر مکان می دهد. در کارخانههای پیشساخته کاملاً خودکار با تنظیمکنندههای قالب روباتیک، این مرحله توسط یک بازوی ربات با استفاده از آهنرباهای فعالشده با الکترومغناطیسی انجام میشود - اما اصول فیزیک و کلید قابل تغییر مانند نسخه دستی باقی میماند.
رتبه بندی ها و مشخصات نیروی آهنربا شاتر
آهنرباهای کرکره ای در طیف گسترده ای از درجه بندی نیروی نگهدارنده برای مطابقت با بارهای قالب های مختلف موجود هستند. جدول زیر کلاس های نیروی رایج، ابعاد مسکن معمولی و سناریوهای کاربردی معمولی را خلاصه می کند.
| رتبه بندی اجباری | تقریبا کیلوگرم | طول معمولی بدن | برنامه های کاربردی رایج |
|---|---|---|---|
| 500 نیوتن | ~ 51 کیلوگرم | 70-80 میلی متر | پروفیل های پانل نازک، درج های کوچک، عناصر تزئینی |
| 1000 نیوتن | ~ 102 کیلوگرم | 100-120 میلی متر | پانل های دیواری استاندارد، دال های کف، کرکره های عمومی |
| 1500 نیوتن | ~ 153 کیلوگرم | 130-150 میلی متر | پروفیل های کرکره ای سنگین، عناصر راه پله، بالکن |
| 2000 نیوتن | ~ 204 کیلوگرم | 160-180 میلی متر | فرم های تیر و ستون، قاب های بلوک بزرگ |
| 3500 نیوتن | ~ 357 کیلوگرم | 200-250 میلی متر | عناصر ساختاری سنگین، فرم های پوشش تونل، بخش های پل |
درجه بندی نیرو معمولاً روی صفحه فولادی تمیز، مسطح و کم کربن اندازه گیری می شود ضخامت 10 میلی متر یا بیشتر . تختهای فولادی نازکتر - یا تختهایی با پوششهای سطحی، زنگ زدگی یا بقایای بتن - نیروی مؤثر را به میزان قابل توجهی کاهش میدهند. به همین دلیل است که پروتکل های نگهداری کارخانه پیش ساخته به طور مداوم نیاز به تمیز کردن هر دو صفحه تماس آهنربا و سطح بستر فولادی قبل از هر چرخه تولید دارند.

انواع آهنرباهای شاتر با مکانیزم فعال سازی
همه آهنرباهای کرکره ای به یک شکل سوئیچ نمی کنند. در حالی که فیزیک اساسی یکسان است، رابط مکانیکی برای سوئیچینگ به طور قابل توجهی بین خطوط تولید متفاوت است:
کلید
آهنرباهای روتاری فعال شده با کلید
رایج ترین نوع. یک کلید T شکل یا شش ضلعی در یک پورت در بالای آهنربا قرار می گیرد و 180 درجه می چرخد. ساده، کم هزینه و بسیار قابل اعتماد. اپراتور نیاز به حمل یک کلید اختصاصی دارد که گاهی اوقات به خود آهنربا متصل می شود. واحدهایی از سازندگانی مانند Assfalg (آلمان) و Fidbox (ایتالیا) بیش از 20 سال است که از این مکانیسم استفاده می کنند.
LVR
آهنرباهای فعال شده با اهرم
یک بازوی اهرمی تعبیه شده آهنربای داخلی را می چرخاند و به طور همزمان مزیت مکانیکی برای بلند کردن آهنربا از روی تخت در هنگام رهاسازی فراهم می کند. این طرح غالب برای واحدهای سنگین (2000 نیوتن) است که در غیر این صورت اعمال نیروی آزادسازی با دست غیرعملی است. این اهرم در حین جابجایی به عنوان دسته حمل نیز عمل می کند.
AUTO
آهنرباهای رهاسازی خودکار با کمک شیر برقی
در چرخ فلک های پیش ساخته کاملاً خودکار و خطوط به کمک ربات استفاده می شود. یک سیم پیچ برقی کوچک یک پالس کوتاه از شار الکترومغناطیسی مخالف را برای غلبه بر اصطکاک مکانیکی روتور فراهم می کند و به ربات یا محرک اجازه می دهد تا آهنربا را بدون عملکرد کلید دستی آزاد کند. نیروی نگهدارنده در طول ریخته گری صرفاً از آهنربای دائمی باقی می ماند - الکتریسیته فقط برای پالس سوئیچینگ استفاده می شود.
جعبه
آهنرباهای جعبه ای (مگنت های قاب ترکیبی)
اینها مجموعههای آهنربای کرکرهای دراز با چندین قطب مغناطیسی در طول آنها هستند که برای نگه داشتن ریلهای کرکرهای بلند در دهانههای 600 تا 1500 میلیمتر طراحی شدهاند. چندین هسته مغناطیسی در یک محفظه واحد مکانیزم سوئیچینگ مشترک دارند. یک حرکت اهرمی همه قطب ها را به طور همزمان فعال می کند و نیروی نگهدارنده ثابت را در کل طول پروفیل حفظ می کند.
پارامترهای کلیدی طراحی که تعیین می کنند ویژگی قابل تعویض چقدر خوب است
کیفیت ویژگی سوئیچ پذیر در هر آهنربای شاتر به چندین پارامتر مهندسی بستگی دارد. درک این موارد به تولیدکنندگان پیش ساخته کمک می کند تا محصول مناسب را انتخاب کرده و آن را به درستی نگهداری کنند:
درجه آهنربای داخلی
گریدهای NdFeB بالاتر (N45، N50، N52) چگالی انرژی بیشتری تولید می کنند. یک آهنربای درجه N52 NdFeB دارای حداکثر محصول انرژی تقریباً است 52 MGOe ، در مقایسه با 42 MGOe برای N42. این به طور مستقیم به نیروی نگهدارنده بالاتر در واحد حجم ترجمه میشود، و اجازه میدهد محفظههای فشردهتری برای یک درجه نیروی معین وجود داشته باشد. با این حال، درجه N52 شکنندهتر است و کمی کمتر در برابر خوردگی مقاوم است و به طراحی مهر و موم مسکن بهتر نیاز دارد.
دقت بلبرینگ روتور
آهنربای داخلی دوار باید به آرامی بچرخد تا از کلیدزنی مطمئن اطمینان حاصل شود. یاتاقان های فرسوده یا خورده شده، گشتاور سوئیچینگ را افزایش می دهند و فعال کردن و رها کردن دستگاه را برای اپراتورها دشوارتر می کند. آهنرباهای کرکره ای با کیفیت از یاتاقان های فولادی ضد زنگ مهر و موم شده با عمر چرخه نامی که اغلب در 100000 سیکل سوئیچینگ . بلبرینگ های با مشخصات زیر رایج ترین نقطه خرابی مکانیکی در آهنرباهای کرکره ای استفاده شده هستند.
مصالح و هندسه مسکن
محفظه فولادی کم کربن، شار مغناطیسی را هدایت می کند. ضخامت دیواره، هندسه و دقت صفحه تماس ماشینکاری شده، همگی بر نحوه انتقال شار کارآمد به سطح خارجی تأثیر میگذارند. تلورانس صافی صورت تماسی معمولاً در مشخص شده است 0.05 میلی متر یا بهتر . هر گونه تاب خوردگی یا سوراخ شدن ناشی از آسیب ضربه باعث افزایش شکاف هوای موثر و کاهش نیروی نگهدارنده می شود.
شار باقیمانده در حالت خاموش
یک آهنربای شاتر با طراحی خوب، شار سطحی باقیمانده بسیار کمی را در حالت OFF بر جای می گذارد - معمولاً کمتر از 3-5٪ از نیروی دارای امتیاز حالت روشن . طرحهای ضعیف با اجزای داخلی نامرتب میتوانند نیروهای باقیمانده 10 تا 20 درصدی داشته باشند، تغییر موقعیت را دشوار کرده و خستگی اپراتور را در طول شیفتهای تولید با حجم بالا افزایش میدهند.
ضریب دمایی NdFeB
آهنرباهای NdFeB با دما نیروی نگهداری خود را از دست می دهند. ضریب دمای معمولی برای NdFeB تقریباً است -0.12 درصد در درجه سانتیگراد . در دمای بستر ریختهگری 60 درجه سانتیگراد (معمولاً در هنگام پخت سریع با بخار یا گرمایش مادون قرمز)، یک آهنربا با درجه حرارت 1000 نیوتن در 20 درجه سانتیگراد تقریباً عمل میکند. 952 N . نمرات NdFeB با درجه حرارت بالا (SH، UH، EH) پایداری دمایی بهتری برای محیطهای پخت گرم دارند.
مقاومت در برابر لرزش
در طول تراکم بتن، بستر ریخته گری به شدت مرتعش می شود. آهنربای شاتر باید بدون تغییر موقعیت روتور داخلی تحت ارتعاش، چسبندگی خود را حفظ کند. مکانیسمهای مهار روتور - گیرههای کوچک توپ و فنر که روتور را در هر دو حالت روشن و خاموش قفل میکنند - ضروری هستند. بدون مهار مناسب، ارتعاش می تواند تا حدی روتور را بچرخاند و نیروی نگهدارنده را به طور غیرقابل پیش بینی در اواسط ریزش کاهش دهد.
آهنرباهای شاتر تحت ارتعاش بتن: آنچه در داخل اتفاق می افتد
یکی از حیاتی ترین آزمایشات در دنیای واقعی برای ویژگی قابل تغییر آهنربای کرکره ای، عملکرد آن تحت ارتعاش بتن است. کارخانه های پیش ساخته از ویبره های داخلی، میزهای ارتعاشی خارجی یا سیستم های ترکیبی استفاده می کنند. اینها نیروهایی را ایجاد می کنند که می توانند به طور لحظه ای از وزن بتن با عواملی فراتر رود 3 تا 10 بار ، ایجاد بارهای برشی و بالابر قوی روی پروفیل های کرکره ای - و در نتیجه روی آهنرباهایی که آنها را نگه می دارند.
برشی در مقابل نیروی کشش
درجه بندی نیروی نگهدارنده برای آهنرباهای کرکره ای به عنوان نیروی کشش عمودی مشخص می شود - نیرویی که برای بلند کردن آهنربا مستقیماً از سطح فولاد لازم است. با این حال، نیروهای تجربه شده در طول ارتعاش در درجه اول نیروهای برشی (موازی با سطح) هستند. مقاومت برشی آهنربای شاتر معمولاً فقط است 30-40٪ نیروی کشش نامی آن به همین دلیل است که پروفیل های کرکره همیشه با توقف های مکانیکی یا راهنماهای خود در فواصل زمانی طراحی می شوند و آهنرباها به جای مهار جانبی تنها، گیره تکمیلی را فراهم می کنند.
به عنوان مثال، یک آهنربای 1000 نیوتن دارای مقاومت برشی موثر تقریباً می باشد 300-400 نیوتن . برای یک ریل کرکره ای 3 متری با وزن 15 کیلوگرم و تحت بارهای ارتعاشی 5 گرم، نیروی اینرسی جانبی می تواند برسد. 750 نیوتن - نیاز به چندین آهنربا یا توقف های انتهایی اضافی برای ایجاد مهار ایمن.
نحوه حفظ حالت روشن در هنگام لرزش
در حالت ON، روتور داخلی هم با جاذبه مغناطیسی خود به آهنربای ثابت و هم به وسیله دتنت مکانیکی در جای خود قفل می شود. نیروی خود قفل مغناطیسی در اکثر آهنرباهای کرکره ای که به خوبی طراحی شده اند است چندین برابر بیشتر بیش از هر گشتاور ناشی از ارتعاش روی روتور. آزمایش میدانی توسط سازنده تجهیزات پیش ساخته EBAWE (آلمان) نشان داده است که آهنرباهای کرکره ای که به درستی کار می کنند نیروی نگهدارنده نامی خود را در طول چرخه های ارتعاش بتن استاندارد بدون جابجایی روتور حفظ می کنند. (منبع: EBAWE Anlagentechnik مستندات فنی، 2018)

پارامترهای ارتعاش در تولید پیش ساخته
- فرکانس میز ارتعاشی: 50-200 هرتز
- دامنه ارتعاش: 0.5-3.0 میلی متر
- اوج شتاب: تا 10 گرم در برخی از برنامه ها
- مدت زمان ارتعاش در هر بار ریختن: 2-15 دقیقه
- افزایش دما در سطح بستر در طول پخت: تا 70 درجه سانتی گراد با بخار
آهنرباهای کرکره ای در مقابل سایر روش های بست قالب
برای درک ارزش ویژگی قابل تعویض، به مقایسه مستقیم آهنرباهای کرکره ای با روش های بست قالب جایگزین در تولید پیش ساخته کمک می کند:
| روش | زمان راه اندازی | نیاز به حفاری دارد؟ | قابل جابجایی؟ | اتوماسیون سازگار است؟ | برق مورد نیاز است؟ |
|---|---|---|---|---|---|
| آهنربای شاترs | سریع (ثانیه در واحد) | خیر | نامحدود | بله (با نسخه های برقی) | خیر (manual) / Pulse only (auto) |
| گیره های پیچ و مهره ای | آهسته (دقیقه در هر گیره) | بله (سوراخ های رزوه ای) | محدود (الگوی سوراخ ثابت) | دشوار است | خیر |
| پروفیل های جوش داده شده | خیلی کند | خیر (but welding required) | خیرt reusable | خیر | بله (جوشکاری) |
| چاک های الکترومغناطیسی | سریع | خیر | نامحدود | بله | بله (continuous) |
| گیره های خلاء | متوسط | خیر | بله | محدود | بله (continuous vacuum pump) |
حفظ ویژگی قابل تعویض: راهنمای تعمیر و نگهداری عملی
قابلیت تعویض آهنربای کرکره ای به شرایط مکانیکی روتور داخلی، یاتاقان ها و صفحه تماس آن بستگی دارد. بدون تعمیر و نگهداری منظم، نیروی نگهدارنده کاهش می یابد، سوئیچینگ سفت می شود و نیروی باقیمانده در حالت خاموش افزایش می یابد - همه اینها مشکلات تولید و خطرات ایمنی را ایجاد می کنند.
روزانه
چهره تماس را تمیز کنید
قبل از هر بار استفاده، سطح تماس زیرین هر آهنربای شاتر را با یک پارچه تمیز پاک کنید. بقایای بتن، ذرات زنگ و روغن یک شکاف هوای موثر ایجاد می کند که می تواند نیروی نگهدارنده را کاهش دهد. 20-40٪ . حتی 0.2 میلی متر آلودگی نیز اثرات کاهش نیرو قابل اندازه گیری دارد. در کارخانههای با حجم بالا، ایستگاههای تمیزکننده آهنربایی خودکار بین چرخههای ریختهگری استفاده میشوند.
هفتگی
گشتاور سوئیچینگ را بررسی کنید
روشن و خاموش کردن آهنربای شاتر باید تقریباً به همان گشتاور واحد جدید نیاز داشته باشد - معمولاً 5-15 نیوتن متر بسته به مدل اگر سوئیچینگ به تلاش بیشتری نیاز داشته باشد، یاتاقان های روتور ممکن است دچار خوردگی شوند. اگر به طرز محسوسی آسانتر است، ممکن است مکانیسم بازدارنده فرسوده شده باشد و امکان حرکت ناخواسته روتور تحت ارتعاش را فراهم کند.
ماهانه
اندازه گیری نیروی نگهدارنده
از یک گیج نیروی کششی استفاده کنید تا مطمئن شوید که هر آهنربای شاتر حداقل میرساند 90 درصد نیروی نامی آن . واحدهایی که کمتر از 85 درصد نیروی نامی هستند باید برای سرویس دهی شوند. اندازه گیری نیرو باید روی صفحه مرجع فولادی تمیز و مسطح با حداقل ضخامت 10 میلی متر انجام شود. مقادیر نیروی ردیابی صفحهگسترده در طول زمان هشدار اولیه در مورد تخریب تدریجی آهنربا را ارائه میدهد.
همانطور که نیاز است
صافی صورت تماس را بررسی کنید
آسیب ناشی از ریزش قالب یا خطاهای جابجایی می تواند باعث فرورفتگی یا تاب برداشتن صفحه تماس شود. از یک لبه صاف برای بررسی صافی استفاده کنید. هر نقطه بلند یا فرورفتگی قابل مشاهده باید با سوهان یا آسیاب سطحی پوشانده شود. معمولاً تحمل برای صافی قابل قبول است 0.1 میلی متر over the full face . واحدهایی که بیش از این آسیب به صورت دارند باید از سرویس خارج شوند و برای تعویض مسکن ارسال شوند.
سالانه
جداسازی کامل و تعویض بلبرینگ
برای دوچرخه سواری آهنرباهای پرکاربرد 10 بار یا بیشتر در روز ، تعویض سالانه بلبرینگ توسط اکثر سازندگان توصیه می شود. جداسازی مونتاژ همچنین امکان بازرسی روتور NdFeB را از نظر تراشه ها یا ترک ها فراهم می کند. بلوک های بریده شده NdFeB باید جایگزین شوند - نه به این دلیل که فوراً استحکام میدان قابل توجهی را از دست می دهند، بلکه به این دلیل که قطعات تیز NdFeB می توانند مخلوط بتن را در صورت آسیب رساندن به آب بندی محفظه آلوده کنند.
ذخیره سازی
همیشه در حالت خاموش نگهداری شود
آهنرباهای کرکره ای که در حالت ON ذخیره می شوند، بقایای فلزی را جذب می کنند که روی صفحه تماس جمع می شوند و به سختی حذف می شوند. مهمتر از آن، ذخیره مقادیر زیادی آهنرباهای روشن و روشن در نزدیکی یکدیگر می تواند نیروهای انباشته ای ایجاد کند که به محفظه ها آسیب می رساند. همیشه قبل از ذخیره سازی به حالت OFF بروید. اکثر سازندگان موقعیت های ON و OFF را به وضوح روی سوراخ کلید علامت گذاری می کنند - معمولاً با یک نقطه سبز برای OFF و یک نقطه قرمز برای ON.
چگونه آهنربای شاتر مناسب را برای برنامه پیش ساخته خود انتخاب کنید
انتخاب نیروی مغناطیسی شاتر صحیح مستلزم محاسبه بارهای واقعی است که آهنربا در طول تولید باید در برابر آن مقاومت کند. در اینجا یک فرآیند انتخاب عملی است که توسط مهندسین پیش ساخته با تجربه استفاده می شود:
- وزن پروفیل کرکره در هر متر (به کیلوگرم بر متر) را محاسبه کنید، سپس در طول پروفیل ضرب کنید تا وزن کل را بدست آورید.
- فشار هیدرواستاتیک جانبی بتن تازه در برابر پروفیل را تخمین بزنید. برای بتن استاندارد (چگالی ~ 2400 kg/m³) در عمق ریخته گری 200 میلی متر، این تقریباً 0.47 کیلو پاسکال در هر متر طول پروفیل .
- بسته به شدت ارتعاش، ضریب تقویت ارتعاش 2 تا 5 برابر را بر روی فشار بتن اعمال کنید.
- ظرفیت نیروی برشی مورد نیاز را محاسبه کنید، به یاد داشته باشید که مقاومت برشی آهنربای شاتر تقریباً 35 درصد از امتیاز نیروی کششی آن است.
- حداقل تعداد آهنرباهای مورد نیاز و فاصله آنها را تعیین کنید. روش صنعت این است که آهنرباهای کرکره فضایی بیش از 300-500 میلی متر از هم فاصله دارند روی ریل های کرکره ای استاندارد
- قبل از انتخاب درجه آهنربا، ضریب ایمنی 1.5-2.0 را برای همه نیروهای محاسبه شده اعمال کنید.
برای تولیدکنندگانی که یک کارخانه جدید میسازند یا از قالبهای پیچدار تبدیل میکنند، بسیاری از تامینکنندگان آهنربای کرکرهای خدمات محاسباتی مهندسی را ارائه میکنند تا محصول صحیح را برای هر نوع پروفایل در برنامه تولید مشخص کنند. با توجه به اینکه هزینه هر واحد آهنربا کرکره ای از 30 تا 300 دلار بسته به رتبه نیرو و ویژگی ها، مشخصات مناسب از خرید کمتر (نگهداری ناکافی) و خرید بیش از حد (هزینه غیر ضروری) جلوگیری می کند.
روندها در فناوری مگنت شاترینگ
بازار آهنربای کرکرهای با فشار به سمت تولید پیشساخته کاملاً خودکار، تحملهای ابعادی سختتر در پیشساختههای معماری، و فشارهای پایداری برای کاهش ضایعات مواد و مصرف انرژی در خطوط تولید پیشساخته، به تکامل خود ادامه میدهد.
آهنرباهای هوشمند با سنسورهای یکپارچه
چندین تولید کننده اروپایی در حال توسعه آهنرباهای شاتر با سنسورهای جلوه هال تعبیه شده هستند که به طور مداوم وضعیت روشن/خاموش را نظارت می کنند و وضعیت را به صورت بی سیم به کارخانه MES (سیستم اجرای تولید) منتقل می کنند. این اجازه می دهد تا در زمان واقعی تأیید شود که هر آهنربا در یک طرح ریخته گری قبل از شروع ریختن فعال می شود - خطر خطاهای تولید را از فعال سازی فراموش شده یا ناموفق حذف می کند. نصب آزمایشی در کارخانه های پیش ساخته آلمان و هلند از سال 2023 گزارش شده است.
درجه حرارت بالاتر NdFeB
از آنجایی که عمل آوری تسریع شده با بخار و مادون قرمز برای سرعت بخشیدن به چرخه های تولید رایج تر می شود، تقاضا برای آهنرباهای شاتر با استفاده از درجه های NdFeB با دمای بالا (SH، UH، EH) افزایش می یابد. این نمرات حفظ می شود نیروی نگهداری نامی کامل تا 150 تا 200 درجه سانتیگراد در مقابل حد عملی 80 درجه سانتیگراد درجات استاندارد N. حق بیمه هزینه قابل توجه است - تقریباً 30 تا 50٪ بیشتر در هر واحد - اما پایداری نیرو در محیط های گرم آن را برای خطوط پخت با توان بالا توجیه می کند.
سیستم های آهنربایی خودکار آماده ربات
کارخانه های پیش ساخته صنعت 4.0 در حال استفاده از قالب های رباتیک هستند که آهنرباهای کرکره ای را به طور مستقل انتخاب، جایگذاری و فعال می کنند. سیستمهای شرکتهایی مانند Progress Group (ایتالیا/اتریش) و Vollert (آلمان) از آهنرباهای تقویتشده با الکترومغناطیس ادغام شده با پایانههای روباتیک استفاده میکنند. زمان چرخه برای قرار دادن و فعال کردن یک آهنربای شاتر با یک ربات به اندازه کم است 3-8 ثانیه ، در مقابل 15 تا 30 ثانیه برای یک اپراتور دستی ماهر. (منبع: مستندات محصول گروه پیشرفت، 2022)
بازیافت و پایداری NdFeB بهبود یافته است
آهنرباهای NdFeB حاوی عناصر خاکی کمیاب (نئودیمیم، دیسپروزیم) هستند که استخراج آنها از نظر محیط زیست بسیار فشرده است. سازندگان پیشرو به طور فزایندهای در حال طراحی آهنرباهای کرکرهای با ماژولهای هسته قابل تعویض NdFeB هستند تا عمر مفید محفظه فولادی را به حداکثر برسانند و با بازیافتکنندگان خاکی کمیاب برای ایجاد برنامههای بازیابی حلقه بسته کار میکنند. قانون مواد خام حیاتی کمیسیون اروپا (2023) فشار بر تولیدکنندگان را برای مستندسازی منابع خاکی کمیاب و ایجاد مسیرهای بازیابی پایان عمر افزایش داده است.
پرسشهای متداول: قابلیت تعویض مگنت شاتر
سوالات زیر به رایج ترین نقاط سردرگمی در مورد نحوه سوئیچ کردن آهنرباهای شاتر، نحوه نگهداری مکانیسم سوئیچینگ و نحوه عیب یابی مشکلات رایج می پردازد.
چرا یک آهنربای شاتر برای نگه داشتن چنگال خود به برق نیاز ندارد؟
نیروی نگهدارنده کاملاً از آهنرباهای دائمی NdFeB می آید که میدان مغناطیسی خود را به طور نامحدود بدون هیچ منبع تغذیه حفظ می کنند. برای اینکه آهنربا در حالت روشن بماند، نیازی به الکتریسیته نیست، زیرا آهنرباهای دائمی برای حفظ میدان خود انرژی مصرف نمیکنند - آنها آن را از همترازی سطح کوانتومی اسپینهای الکترون در ساختار کریستالی آهن نئودیمیم بور تولید میکنند. این یک تفاوت اساسی با آهنرباهای الکترومغناطیسی است که برای حفظ میدان مغناطیسی به جریان پیوسته نیاز دارند و در صورت قطع برق فوراً چسبندگی خود را از دست می دهند.
اگر آهنربای کرکره ای به طور تصادفی در حین ریختن بتن خاموش شود چه اتفاقی می افتد؟
اگر آهنربای کرکره ای به طور ناخواسته در حین ریختن غیرفعال شود، پروفیل کرکره ای که نگه داشته می تواند تحت فشار هیدرواستاتیک بتن تازه جابجا شود. این باعث یک نقص هندسی در عنصر نهایی می شود - معمولاً یک دهانه جابجا شده، یک نمای نادرست یا تغییر ضخامت دیوار. بسته به شدت، این ممکن است عنصر پیش ساخته را ناسازگار کند. در عمل، غیرفعال کردن تصادفی نادر است، زیرا کلید یا اهرم باید به طور فیزیکی وارد و چرخانده شود - اگر مکانیسم بازدارندگی به درستی کار کند، تنها با ارتعاش اتفاق نمی افتد.
آیا می توان از آهنرباهای کرکره ای در بسترهای ریخته گری غیر فرومغناطیسی استفاده کرد؟
خیر. Shuttering magnets only work on ferromagnetic steel surfaces. They cannot grip aluminum, stainless steel (austenitic grades), concrete, or FRP composite beds. Some plants use a ferromagnetic steel liner plate on otherwise non-magnetic beds specifically to enable the use of shuttering magnets. If a shuttering magnet is placed on a non-ferromagnetic surface, it will rest with only its weight providing any resistance to movement — the switchable feature produces no meaningful grip at all on non-magnetic materials.
چگونه بفهمم آهنربای شاتر نیروی نگهدارنده قابل توجهی را از دست داده است؟
قابل اطمینان ترین روش اندازه گیری مستقیم نیرو با استفاده از یک گیج نیروی کششی مدرج بر روی صفحه مرجع فولادی تمیز است. آهنربایی که کمتر از 85 درصد نیروی نامی خود را وارد می کند باید سرویس شود. در میدان، یک نشانگر ناهموار این است که بررسی کند آیا آهنربا یک پروفیل کرکره فولادی را با دست محکم نگه میدارد - اما این جایگزینی برای اندازهگیری نیست. آهنرباهای NdFeB در شرایط عادی بسیار آهسته مغناطیس زدایی می شوند، اما می توانند به دلیل ضربه فیزیکی (افتادن)، دمای بیش از حد (بالاتر از دمای درجه کوری آهنربا)، یا قرار گرفتن طولانی مدت در معرض میدان های مغناطیسی قوی مخالف، دچار مغناطیس زدایی جزئی شوند.
عمر مفید یک آهنربای شاتر چقدر است؟
مواد مغناطیسی NdFeB در داخل آهنربای شاتر، اساساً در شرایط عملیاتی معمولی عمر مفید نامحدودی دارد - با گذشت زمان، مغناطیسیزدایی نمیشود. عامل محدود کننده مکانیکی است: یاتاقان های روتور، مکانیسم مهار و یکپارچگی محفظه. با تعمیر و نگهداری مناسب، یک آهنربای شاتر با کیفیت می تواند ارائه دهد 10-15 سال خدمات در یک کارخانه پیش ساخته شلوغ بسیاری از تولیدکنندگان قطعات داخلی جایگزین را میفروشند و این امکان را به خانه میدهند که به طور نامحدود بازسازی شود.
آیا نیروی سوئیچینگ (گشتاور چرخاندن کلید) در موقعیت های روشن و خاموش یکسان است؟
خیرt always. In the ON state, the rotor is held in place by the magnetic attraction between the aligned magnets as well as the detent. To start rotating it, the operator must overcome both the magnetic restoring force and the detent — which is why switching from ON to OFF requires slightly more initial effort than switching from OFF to ON. In a well-maintained unit, this difference is modest. As bearings wear, the difference becomes more pronounced, and overall switching torque increases. High switching torque is one of the first warning signs of a magnet that needs bearing service.
آیا می توان از آهنربای شاتر در پروژه های مختلف به طور مکرر استفاده کرد؟
بله — this is one of the core advantages of the switchable design. Because shuttering magnets leave no marks, holes, or residue on the steel casting bed (assuming normal use), they can be repositioned and reused across thousands of production cycles and across completely different product types. A single set of shuttering magnets purchased for a wall panel project can be reassigned to staircase or balcony production when product requirements change. This flexibility is a major driver of adoption in plants producing a varied product mix rather than a single standard element type.
تفاوت بین آهنربای کرکره ای و آهنربای بالابر چیست؟
هر دو دستگاه آهنربای دائم قابل تعویض هستند که از فیزیک داخلی مشابهی استفاده می کنند، اما برای کاربردهای مختلف طراحی شده اند. آهنرباهای بالابر برای بلند کردن اجسام فولادی از بالا طراحی شده اند - آنها دارای سطوح تماس بزرگتر، قدرت بالاتری نسبت به اندازه خود هستند و برای بارهای عمودی متناوب طراحی شده اند. آهنرباهای کرکره ای برای بستن افقی روی یک تخت فولادی مسطح، با مشخصات پایین تر برای قرار گرفتن در عمق ریخته گری مجموعه های قالب طراحی شده اند. آهنرباهای بالابر معمولاً برای محیط ارتعاشی تخت ریخته گری مناسب نیستند و آهنرباهای کرکره ای هرگز نباید برای بلند کردن عناصر فولادی استفاده شوند.
آیا آهنرباهای کرکره ای بر مخلوط بتن یا میلگردهای داخل المنت تاثیر می گذارند؟
میدان مغناطیسی یک آهنربای شاتر به سرعت با فاصله کاهش می یابد - به دنبال قانون مربع معکوس در میدان دور. در فاصله ای از 50 میلی متر از صفحه آهنربا، میدان یک آهنربای شاتر معمولی 1000 نیوتن به کسری کوچک از مقدار سطح آن کاهش یافته است. این برای انحراف معنی دار میلگرد یا تاثیر بر ترکیب شیمیایی بتن کافی نیست. فولاد تقویت کننده درون عنصر با استفاده از آهنرباهای کرکره ای معمولی به هیچ سطح قابل توجهی مغناطیسی نمی شود. با این حال، اپراتورها باید از قرار دادن ابزارهای اندازه گیری الکترونیکی یا تجهیزات حساس به طور مستقیم در مجاورت آهنرباهای فعال خودداری کنند.
یک پانل دیواری پیش ساخته معمولی به چند آهنربای کرکره ای نیاز دارد؟
این تعداد به اندازه پانل، وزن و ارتفاع پروفیل کرکره، عمق ریخته گری و قوام بتن بستگی دارد. بهعنوان یک دستورالعمل نادرست صنعت، معمولاً از ریلهای کرکره استاندارد برای یک بخش پانل دیواری 3 متری استفاده میشود 6-12 آهنربا شاتر در هر متر خطی پروفیل با فاصله 250 تا 400 میلی متر از هم. بنابراین یک پانل دیواری 6x3 متر با چهار ریل کرکره ای تقریباً نیاز دارد 72-120 آهنربا کل این عدد زمانی کاهش مییابد که انتهای مکانیکی متوقف شود، کانکتورهای گوشه، یا سیستمهای کرکرهای طراحیشده هدف، بار را به اشتراک بگذارند.







