دال بتنی توخالی چیست و چرا در ساخت و ساز مدرن اهمیت دارد؟
الف دال بتنی توخالی یک عنصر بتنی پیشتنیده پیشساخته است که دارای حفرههای طولی (معمولاً دایرهای یا بیضی شکل) در طول آن است. این حفره ها وزن کلی دال را تا 40 تا 50 درصد در مقایسه با یک دال بتنی جامد با ابعاد معادل کاهش می دهند، در حالی که عملکرد سازه ای عالی را در مقاومت خمشی، برشی و آتش سوزی حفظ می کنند. این ترکیب، دالهای توخالی را به یکی از پرکاربردترین سیستمهای کفپوش در ساختمانهای تجاری، بلوکهای مسکونی چند طبقه، پارکینگها، انبارهای صنعتی و پروژههای زیربنایی در سراسر جهان تبدیل میکند.
نتیجه گیری اصلی ساده است: دال های بتنی توخالی نسبت مقاومت به وزن، سرعت نصب سریع و کاهش مصرف مواد را ارائه می دهند. هنگامی که در یک مرکز پیش ساخته مدرن تولید می شود - جایی که قالب بندی دقیق، آهنرباهای کرکره ای و تختهای ریختهگری خودکار کیفیت تولید را تعریف میکنند - این اسلبها بهطور مداوم تحملهای ابعادی سخت و مشخصات ساختاری را برآورده میکنند. درک نحوه تولید، استفاده و نصب آنها برای مهندسین، پیمانکاران و متخصصان تدارکات که به دنبال راه حل های کفپوش مقرون به صرفه و با کارایی بالا هستند، ضروری است.
دال های بتنی توخالی چگونه ساخته می شوند
تولید دال های بتنی توخالی تقریباً به طور انحصاری در کارخانه های بتن پیش ساخته با استفاده از یکی از دو روش غالب انجام می شود: فرآیند اکستروژن (فرم لغزش) یا فرآیند ریخته گری مرطوب. هر رویکرد پیامدهای خاصی برای سیستم قالب، طرح آرماتور، پرداخت سطح و نقش اجزای تثبیت مغناطیسی دارد.
روش اکستروژن
در روش اکستروژن، یک بستر ریختهگری با خط بلند - معمولاً به طول 100 متر تا 150 متر - قبل از قرار دادن هر بتن، با رشتههای فولادی با کشش بالا پیش تنیده میشود. یک ماشین اکستروژن در امتداد بستر حرکت می کند و یک مخلوط بتن سفت و بدون اسلامپ را در اطراف سنبه هایی که هسته های توخالی را تشکیل می دهند، ایجاد می کند. ماشین تقریباً با سرعت 1-2 متر در دقیقه حرکت می کند و یک صفحه پیوسته با سطح مقطع یکنواخت را پشت سر می گذارد. پس از عمل آوری در زیر پوشش های عایق شده یا در محیط گرم، دال به طول های مورد نیاز اره الماسه می شود.
از آنجایی که بستر ریختهگری بهعنوان قالب اولیه عمل میکند، نقش اجزای قالببندی گسسته محدود است - اما فرمهای جانبی، انتهای انتهایی و درجهای تعبیهشده همچنان با استفاده از موقعیت قرار میگیرند. آهنرباهای کرکره ای برای ثابت نگه داشتن اجزای فولادی بر روی سطح میز ریخته گری مغناطیسی بدون حفاری یا جوشکاری. این روش تثبیت غیر تهاجمی به ویژه در تولید خطوط طولانی ارزش دارد زیرا آسیب به تخت های فولادی گران قیمت را از بین می برد و امکان جابجایی سریع بین چرخه های تولید را فراهم می کند.
روش ریخته گری مرطوب
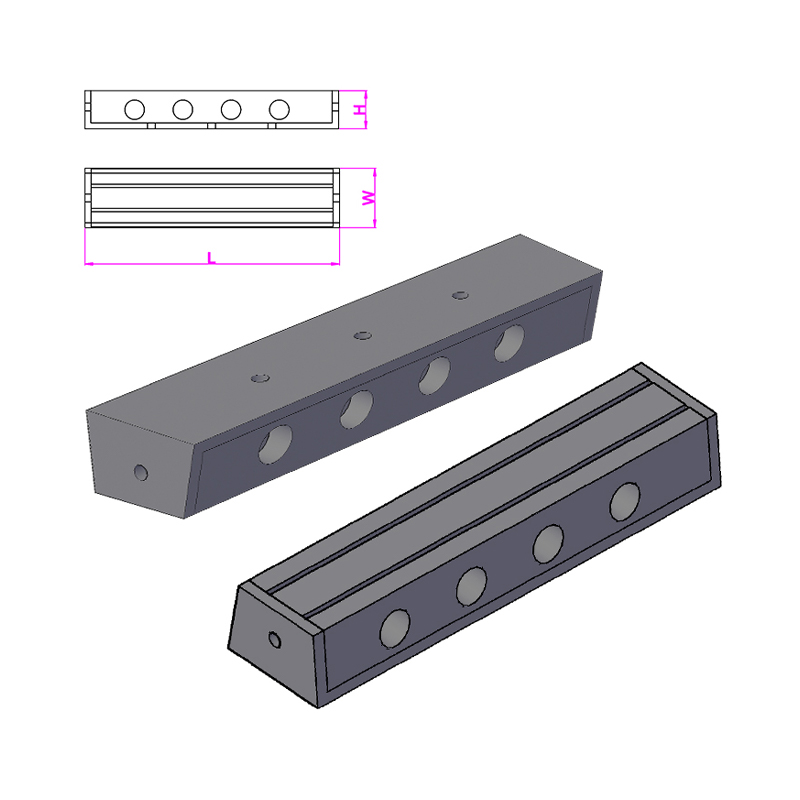
فرآیند ریختهگری مرطوب از قالبهای فولادی منفرد یا سیستمهای مبتنی بر پالت استفاده میکند که عناصر قالب روی آنها مونتاژ میشوند. اینجا، آهنرباهای کرکره ای - همچنین به عنوان لنگرهای قالب مغناطیسی یا جعبه های مغناطیسی شناخته می شود - نقش مرکزی و بسیار قابل مشاهده را بازی می کنند. این دستگاهها بر روی سطح پالت فولادی قرار میگیرند و از طریق نیروی مغناطیسی جذب میشوند تا دریچههای جانبی، بلوکها، درجها و قفسهای تقویتکننده را در موقعیت دقیق در هنگام ریختن بتن و ارتعاش نگه دارند. نیروهای نگهدارنده بسته به طراحی آهنربا، با واحدهای معمولی که تحویل میدهند، طیف گستردهای دارند 600 کیلوگرم، 900 کیلوگرم، 1200 کیلوگرم یا حتی 2100 کیلوگرم نیروی نگهدارنده، بر اساس وزن و بارهای ارتعاشی که قالب باید در برابر آن مقاومت کند، انتخاب شده است.
توانایی تغییر موقعیت آهنرباهای کرکره ای در عرض چند ثانیه - به سادگی با تغییر اهرم فعال برای آزاد کردن میدان مغناطیسی - زمان نصب را در مقایسه با لنگرهای پیچ شده یا جوش داده شده به طور چشمگیری کاهش می دهد. در یک مرکز پیش ساخته با خروجی بالا که دال های توخالی را روی یک چرخ فلک یا سیستم پالت ثابت تولید می کند، این سرعت مستقیماً به چرخه های تولید بیشتر در هر شیفت و هزینه های نیروی کار کمتر در هر واحد تبدیل می شود.
نقش آهنرباهای شاتر در تولید دال هسته توخالی
آهنرباهای شاتر دستگاه های ثابت مهندسی شده ای هستند که از آهنرباهای دائمی نئودیمیم یا فریت در محفظه فولادی استفاده می کنند. هنگامی که فعال می شود، مدار مغناطیسی از طریق پالت فولادی یا سطح میز بسته می شود و نیروی نگهدارنده قدرتمندی ایجاد می کند. هنگامی که غیرفعال می شود - با چرخاندن اهرمی که آهنربای نگهدارنده داخلی را حرکت می دهد - مدار باز می شود و دستگاه را می توان با دست آزاد کرد. بدون چسب باقیمانده، بدون سطح آسیب دیده، بدون نیاز به ابزار خاصی.
در تولید دال بتنی با هسته توخالی، آهنرباهای کرکره ای چندین عملکرد خاص را انجام می دهند:
- ایمن سازی فرم های جانبی طولی که عرض دال و مشخصات لبه را مشخص می کند
- دریچه های انتهایی را در موقعیتی نگه دارید تا طول دال را تعیین کرده و سطح رویه را تشکیل دهید
- تعمیر سازههای مسدودکننده بر روی مکانهای اصلی که در آن دهانههایی برای سرویسها، ستونها یا تثبیتها مورد نیاز است
- الفnchoring cast-in inserts such as lifting loops, anchor channels, threaded sleeves, and electrical conduit brackets
- تثبیت قفس های تقویت کننده در برابر جابجایی در هنگام ارتعاش بتن با فرکانس بالا
رابطه بین انتخاب آهنربای کرکره ای و ارتعاش بتن از اهمیت ویژه ای برخوردار است. بتن ارتعاشی نیروهای دینامیکی روی قالب وارد می کند که می تواند چندین برابر وزن ساکن باشد. یک آهنربای شاتر با قدرت نگهدارنده ساکن 1200 کیلوگرم ممکن است برای فرمی با وزن تنها 80 کیلوگرم مناسب باشد، زمانی که فرکانسها و دامنههای ارتعاش متوسط هستند، اما همان آهنربا ممکن است تحت ارتعاشات داخلی شدید ناکافی باشد. سازندگان معتبر دادههای نگهداری تستشده با ارتعاش را در کنار رتبهبندیهای استاتیکی منتشر میکنند، و مشخص کردن نیروی استاتیک به تنهایی یک خطای رایج است که منجر به حرکت شکل در طول ریختهگری میشود.
انواع آهنربا و کاربرد آنها
| نوع آهنربا | نیروی نگهدارنده معمولی | استفاده اولیه در تولید اسلب | مزیت کلیدی |
|---|---|---|---|
| آهنربای جعبه استاندارد | 600-1200 کیلوگرم | فرم های جانبی، توقف های انتهایی | مقرون به صرفه، به طور گسترده در دسترس است |
| آهنربای جعبه ای سنگین | 1500-2100 کیلوگرم | لبه های فولادی سنگین، بلوک های بزرگ | مقاومت در برابر لرزش بالا |
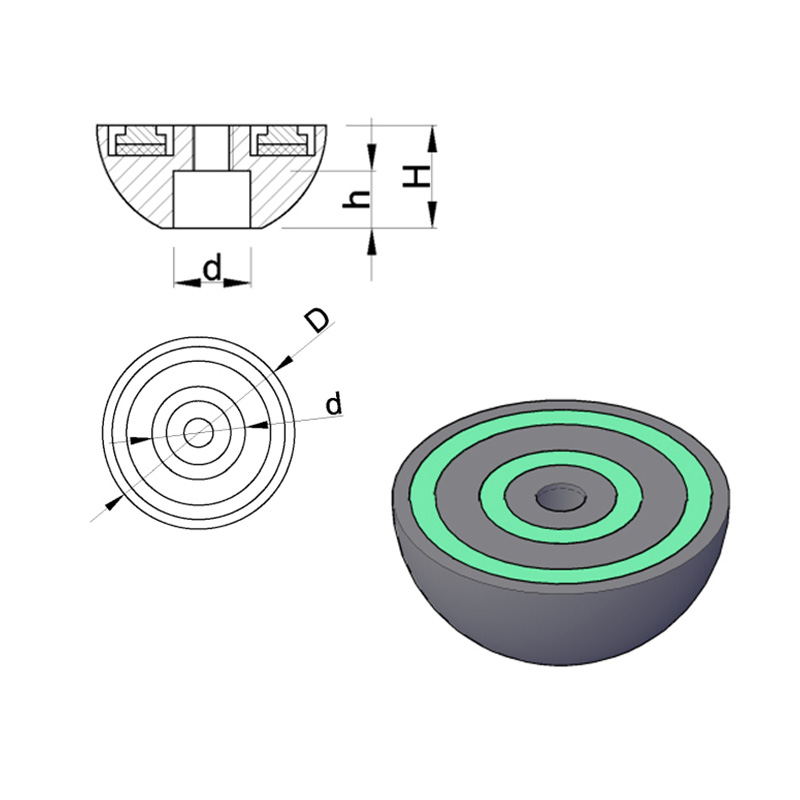
| درج آهنربا (تخت) | 150-400 کیلوگرم | الفnchor channels, lifting sockets | مشخصات کم، در زیر درج قرار می گیرد |
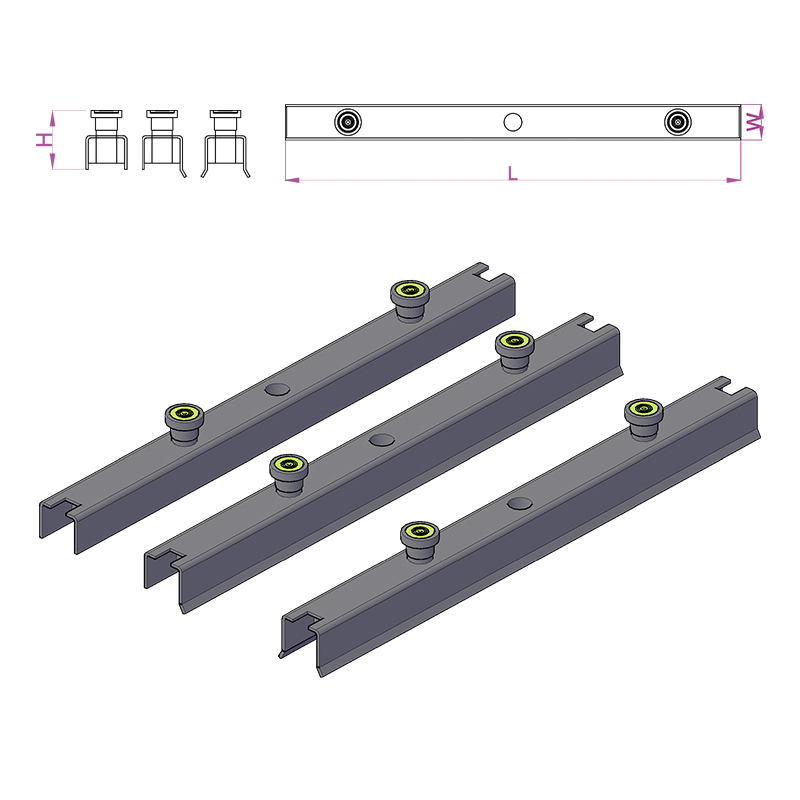
| نگهدارنده پخ مغناطیسی | N/A (موقعیتی) | نوارهای پخ لبه بر روی صفحه دال | جزئیات لبه ثابت |
| زاویه گوشه مغناطیسی | متغیر | اتصالات 90 درجه، گوشه های بلوک | نشتی دوغاب در گوشه ها را از بین می برد |
عملکرد سازه دال های بتنی توخالی
رفتار ساختاری یک دال بتنی با هسته توخالی توسط سطح پیش تنیدگی، عیار بتن، هندسه هسته و نسبت دهانه به عمق آن کنترل می شود. واحدهای هسته توخالی استاندارد در اعماق مختلف تولید می شوند 150 میلی متر تا 500 میلی متر ، با عرض معمولاً 1200 میلی متر. دهانه های 6 متر تا 18 متر در عمل رایج است، با واحدهای عمیق طراحی شده خوب که تحت شرایط بارگذاری کنترل شده به 20 متر یا بیشتر می رسند.
پیش تنیدگی از طریق رشته های فولادی با استحکام بالا از پیش تنیده - معمولاً با مقاومت تسلیم 1570 مگاپاسکال یا 1860 مگاپاسکال - که قبل از قرار دادن بتن به تکیه گاه های بستر ریخته گری لنگر می زنند، اعمال می شود. پس از اینکه بتن به مقاومت انتقال مورد نیاز (معمولاً مکعب 30-25 مگاپاسکال) رسید، رشتهها بریده یا آزاد میشوند و نیروی پیش تنیدگی توسط پیوند به بخش بتن منتقل میشود. این یک اثر خمیدگی (کمان رو به بالا) را معرفی می کند که تا حدی انحراف تحت بارهای سرویس را جبران می کند.
عملکرد دهانه بار معمولی
| عمق دال (میلی متر) | دهانه 6 متر (kN/m²) | دهانه 9 متر (kN/m²) | دهانه 12 متر (kN/m²) | دهانه 15 متر (kN/m²) |
|---|---|---|---|---|
| 150 | ~ 10 | ~ 3.5 | - | - |
| 200 | > 15 | ~ 7 | ~ 3 | - |
| 265 | > 15 | ~ 11 | ~ 6 | 2.5 ~ |
| 320 | > 15 | > 15 | ~ 10 | ~ 5 |
| 400 | > 15 | > 15 | > 15 | ~ 10 |
این ارقام نشان میدهد که چرا دالهای توخالی برای دهانههای متوسط تا بلند در ساختمانهای اداری و پارکینگها مشخص میشوند، جایی که بارهای تحمیلی 2.5-5.0 کیلونیوتن بر متر مربع استاندارد و دهانههای 9-14 متر از نظر اقتصادی جذاب هستند. پیش تنیدگی در بسیاری از موارد نیاز به تیرهای فولادی ثانویه را از بین می برد و عمق ساختاری ناحیه کف را کاهش می دهد و ارتفاع قابل توجهی - اغلب 300 تا 500 میلی متر در هر طبقه - را در طول عمر یک پروژه چند طبقه صرفه جویی می کند.
مقاومت در برابر آتش
دال های بتنی توخالی مقاومت ذاتی در برابر آتش را از طریق جرم حرارتی بتن و عمق پوشش به رشته های پیش تنیدگی ارائه می دهند. معمولاً یک دال 200 میلیمتری با پوشش 35 میلیمتری به مرکز رشته به دست میآید REI 120 (مقاومت ساختاری دو ساعته در برابر آتش) تحت قرار گرفتن در معرض آتش استاندارد. واحدهای عمیقتر با پوشش بیشتر به راحتی به REI 180 یا REI 240 میرسند و بدون حفاظت در برابر آتش اضافی، سختترین نیازهای اشغال را برآورده میکنند. این یک مزیت بزرگ نسبت به جایگزینهای فولادی یا چوبی است که برای دستیابی به رتبهبندیهای معادل، به پوششهای متورم، سیستمهای آبپاش یا پوشش نیاز دارند.
سیستم های قالب و تثبیت مغناطیسی در کارخانه پیش ساخته
کیفیت دال بتنی با هسته توخالی از کیفیت سیستم قالب مورد استفاده برای تولید آن جدا نیست. این که آیا کارخانه از یک سیستم پالت ثابت، یک چرخ فلک چرخان یا تختهای ریختهگری بلند استفاده میکند، دقتی که قالببندی با آن تنظیم و محکم میشود، دقت ابعاد، پرداخت سطح و قوام عناصر تکمیلشده را تعیین میکند.
سیستم های چرخ فلک پالت
در چرخ فلک پالت مدرن، پالت های فولادی از طریق یک توالی ثابت از ایستگاه ها حرکت می کنند: تمیز کردن، تنظیم قالب، قرار دادن آرماتور، ریخته گری بتن، ارتعاش، پخت، قالب گیری و انتقال عناصر. کل چرخه معمولاً 24 ساعت طول می کشد و چندین پالت به طور همزمان در گردش هستند. در ایستگاه تنظیم قالب، اپراتورها فرم های جانبی را قرار می دهند و با استفاده از درج ها آهنرباهای کرکره ای با توجه به چیدمان تولید شده توسط CNC یا طرح مبتنی بر طراحی برای هر عنصر. از آنجایی که سطح پالت یک صفحه فولادی با آسیاب دقیق است، آهنرباها به تماس ثابت و نیروی نگهدارنده در سراسر منطقه کامل میرسند.
سود حاصل از تثبیت قالب مغناطیسی در یک سیستم چرخ فلک قابل توجه است. مطالعات تولیدکنندگان پیش ساخته اروپایی به طور مداوم گزارش می دهند کاهش 30-50٪ در زمان گیرش قالب در مقایسه با سیستم های لنگر پیچ و مهره ای یا جوشی. در کارخانهای که 80 تا 120 پالت در روز تولید میکند، این به معنای ساعتها صرفهجویی در نیروی کار در هر شیفت و کاهش قابل اندازهگیری هزینه تولید به ازای هر متر مربع دال است.
تخت های ریخته گری خط طولانی برای هسته توخالی اکسترود شده
در اکستروژن لاین لاین، عملکرد قالب اولیه توسط خود بستر ریخته گری انجام می شود - یک سطح صاف، فولادی یا روکش شده با پلیمر که در طول آن اکسترودر حرکت می کند. با این حال، آهنرباهای کرکره ای و سیستم های لنگر مغناطیسی مربوطه برای نگهداری موارد زیر استفاده می شوند:
- منحرف کننده ها و منحرف کننده های رشته که مسیر پیش تنیدگی را مشخص می کنند
- ریل های جانبی طولی که عرض دال را قبل از شروع اکسترودر مشخص می کنند
- تشکیلدهندههای اصلی مسدودکننده که روزنههایی را برای نفوذ سرویس در مکانهای مشخص ایجاد میکنند
- میله های تقویت کننده یا مش اضافه شده به سطح بتن مرطوب برای اتصالات روکش کامپوزیت
ماهیت غیر تهاجمی تثبیت مغناطیسی به ویژه در تختهای لاین لاین، جایی که سطح باید در هزاران چرخه تولید بدون آسیب باقی بماند، ارزشمند است. هر گونه سطحی یا گودال ناشی از حفاری یا جوشکاری به منبع نشت و چسبندگی دوغاب تبدیل میشود و نیروی قالبگیری را افزایش میدهد و عیوب سطحی را بر روی سطح دال نهایی افزایش میدهد.
انتخاب آهنربای شاتر مناسب
انتخاب آهنربای کرکرهای مناسب برای کاربرد تولید دال توخالی خاص، نیازمند در نظر گرفتن چندین عامل فراتر از تطبیق نیروی نگهدارنده برای تشکیل وزن است:
- ضخامت پالت یا میز: آهنرباها برای کار با ضخامت های فولادی خاص (معمولاً 10 تا 25 میلی متر) طراحی شده اند. بیش از حد نازک و مدار مغناطیسی ناقص است. بیش از حد ضخیم و نیروی نگهدارنده به میزان قابل توجهی کاهش می یابد.
- روش ارتعاش بتن: ویبره های رومیزی خارجی نسبت به ویبره های سوزنی داخلی نیروهای دینامیکی بیشتری تولید می کنند. آهنرباها در سیستم های ارتعاشی خارجی به نیروهای نگهدارنده با امتیاز بالاتری نیاز دارند - اغلب 1.5 تا 2 برابر نیاز محاسبه شده به صورت استاتیکی.
- فشار آب شیرین و سر بتن: در عناصر بلند یا جاهایی که بتن به سرعت قرار می گیرد، فشار هیدرولیک در برابر قالب ها می تواند از محاسبات ساده وزن فراتر رود. آهنربا باید در برابر نیروی بالابر عمودی و فشار جانبی مقاومت کند.
- مواد و هندسه فرم: قالب های فولادی نیروی مغناطیسی را مستقیماً منتقل می کنند. فرم های آلومینیومی یا پلاستیکی به صفحات پایه فولادی نیاز دارند تا به عنوان واسطه بین آهنربا و مواد غیر فرومغناطیسی عمل کنند.
- محیط عملیاتی: گیاهان دارای جرثقیل سقفی، موتورهای الکتریکی یا سایر منابع الکترومغناطیسی ممکن است به آهنرباهایی با محفظه محافظ برای جلوگیری از غیرفعال شدن یا تداخل ناخواسته نیاز داشته باشند.
تولیدکنندگان پیشرو - از جمله Ratec، Halfen، Sommer و دیگران - پشتیبانی مهندسی برای انتخاب آهنربا ارائه میدهند و برگههای اطلاعات فنی دقیق را با نیروی نگهدارنده استاتیک، نیروی تستشده ارتعاش، محدوده دمای عملیاتی و عمر چرخه (معمولاً برای 500000 تا 1000000 چرخه فعال سازی قبل از اینکه اجزای داخلی نیاز به بازرسی داشته باشند).
حمل و نقل، جابجایی و نصب صفحات توخالی
دال های بتنی توخالی پس از ریخته گری، پخت و اره شدن به طول، باید با احتیاط بلند شوند، حمل شوند و نصب شوند. بخش پیش تنیده برای خمش مثبت در جهت پوشا بهینه شده است. جابجایی نادرست که باعث خمش منفی یا بارگذاری عرضی می شود، می تواند باعث ایجاد ترک در سطح پیش فشرده شده (Soffit) شود - آسیبی که تشخیص آن دشوار است و ممکن است عملکرد سازه را به خطر بیندازد.
الزامات بالابر و حمل و نقل
دالهای توخالی باید با استفاده از گیرههای طراحیشده خاص یا ترتیبات تیر و پخشکننده که بار را در نقاطی در منطقه بالابر طراحی اعمال میکنند - معمولاً از هر انتها بیش از L/5 نیست، جایی که L طول دال است، بلند شوند. برای دال های بیش از 10 متر، بالابر سه نقطه ای یا چهار نقطه ای با استفاده از تیر پخش کننده یک روش استاندارد برای کنترل گشتاورهای خمشی است.
در محل، دال ها توسط جرثقیل مستقیماً روی تیرهای نگهدارنده، دیوارها یا کوربل ها نصب می شوند. طول یاتاقان در هر انتها باید حداقل الزامات را برآورده کند - معمولا 75 میلی متر روی تکیه گاه های فولادی یا بتنی پیش ساخته و 100 میلی متر در بنایی یا بتن درجا. - برای اطمینان از انتقال کافی بار و جلوگیری از ریزش انتهایی تحت بارهای سرویس. لنت های بلبرینگ نئوپرن یا ملات برای توزیع تنش تماسی و ایجاد تحمل ابعادی استفاده می شود.
تزریق درزهای طولی
الفdjacent hollow core slabs in a floor are connected by grouting the longitudinal joints between units. The grout — typically a Portland cement mix with a low water-cement ratio — fills the tapered or keyed joint and, once hardened, transfers horizontal shear between units, enabling the floor to act as a diaphragm. In seismic design, this diaphragm action is critical for distributing lateral forces to the vertical structural system. The grout is often reinforced with longitudinal tie bars placed in the open cores at the edges and grouted in, providing continuity reinforcement across the joint.
دقت اتصال طولی تا حدی به دقت فرم لبه در طول ریختهگری بستگی دارد - نکته دیگری که در آن آهنرباهای کرکره ای و لوازم تثبیت مغناطیسی مرتبط به طور مستقیم بر کیفیت کف نصب شده تأثیر می گذارد. فرمی که حتی 3 تا 5 میلیمتر در طول ریختهگری جابهجا میشود، میتواند هندسه مفصلی ایجاد کند که به سختی دوغاببندی کامل شود و حفرههایی ایجاد کند که انتقال برشی و مقاومت در برابر آب را کاهش میدهد.
روکش بتنی درجا
بسیاری از طبقات دال هسته توخالی با روکش بتنی ساختاری در محل، معمولاً 50 تا 75 میلی متر ضخامت، پس از نصب بر روی واحدهای پیش ساخته ریخته می شوند. این تاپینگ چندین هدف را انجام می دهد:
- سطح کف را تراز می کند و کامبر دیفرانسیل بین دال های مجاور را جبران می کند
- با اتصال تمام واحدها با یک دال تقویت شده پیوسته، یک دیافراگم قوی ایجاد می کند.
- این اجازه می دهد تا یکپارچه سازی کف، گرمایش از کف، یا خدمات در عمق بالای سطح
- هنگامی که به صورت ترکیبی طراحی می شود، عمق ساختاری و ظرفیت بارگذاری کف را افزایش می دهد
سطح بالایی دال های هسته توخالی تولید شده توسط اکستروژن عمداً ناهموار باقی می ماند - فرآیند اکستروژن یک بافت راه راه یا مخطط ایجاد می کند که پیوند مکانیکی را برای روکش ایجاد می کند. واحدهای ریخته گری مرطوب نیاز به آماده سازی سطح دارند (معمولاً شات بلاست یا خراش مکانیکی) برای دستیابی به استحکام پیوند معادل، که یک مرحله تولید و هزینه مرتبط را اضافه می کند.
پایداری و کارایی مواد دال های بتنی توخالی
صنعت ساخت و ساز با فشار فزاینده ای برای کاهش مصرف کربن و مواد مجسم شده مواجه است. دال های بتنی توخالی با سیستم های کفپوش جایگزین در چندین معیار پایداری، به ویژه زمانی که چرخه عمر کامل در نظر گرفته می شود، به طور مطلوبی مقایسه می شوند.
کاهش حجم بتن و فولاد
با حذف بتن از ناحیه هسته - جایی که کمک کمی به مقاومت خمشی دارد - از تولید هسته توخالی استفاده می شود. 30 تا 45 درصد بتن کمتر در هر متر مربع از یک دال جامد معادل در دهانه و ظرفیت بار یکسان. استفاده از فولاد پیش تنیدگی با مقاومت بالا (1860 مگاپاسکال) به جای تقویت کننده فولاد نرم معمولی (500 مگاپاسکال) به این معنی است که وزن کل فولاد در واحد سطح نیز به میزان قابل توجهی کاهش می یابد: یک دال هسته توخالی ممکن است تنها از 2 تا 4 کیلوگرم بر متر مربع رشته پیش تنیدگی استفاده کند، در مقایسه با 8 تا 15 کیلوگرم در هر متر مربع مجدد برای میله های متداول طراحی شده برای میله های متداول در یک واحد سطح. عملکرد
این کاهش در مواد به طور مستقیم کربن تجسم ساختار کف را کاهش می دهد. ارقام صنعت نشان می دهد که یک دال معمولی توخالی 265 میلی متری دارای کربن مجسم تقریباً است. 100-130 کیلوگرم CO₂e/m² در مقایسه با 160-200 کیلوگرم CO2e/m² برای یک دال تخت جامد در محل با قابلیت ساختاری مشابه.
تولید کارخانه و کاهش ضایعات
تولید کارخانه تحت شرایط کنترل شده، ضایعات مواد ناشی از سفارش بیش از حد، ریختن و کار مجدد را به حداقل می رساند. ضایعات بتن در یک کارخانه پیش ساخته به خوبی مدیریت شده معمولاً 1 تا 3 درصد از حجم تولید را تشکیل می دهند، در مقایسه با 5 تا 10 درصد یا بیشتر در یک سایت معمولی در محل. استفاده از آهنرباهای کرکره ای و قالب های فولادی قابل استفاده مجدد، ضایعات قالب را کاهش می دهد. یک قالب فولادی با کیفیت بالا که با لنگر مغناطیسی استفاده می شود را می توان برای هزاران چرخه تولید مورد استفاده مجدد قرار داد، در حالی که قالب های چوبی در محل درجا معمولاً پس از چند بار استفاده دور ریخته می شود.
ملاحظات پایان زندگی
الفt end of life, hollow core concrete slabs can be broken down and recycled as aggregate for road sub-base, fill material, or — in more advanced recycling streams — reprocessed into concrete aggregate. The prestressing strand can be recovered and recycled as scrap steel. Neither process is perfect, and some embodied carbon is lost in demolition and transport, but the relative simplicity of the material composition (concrete plus steel) makes hollow core slabs more straightforward to recycle than composite systems involving multiple bonded materials.
برنامه های کاربردی رایج و نمونه های پروژه
دال های بتنی توخالی در طیف وسیعی از انواع ساختمان ها و کاربردهای زیرساختی مشخص می شوند. تطبیق پذیری آنها از طیف وسیعی از اعماق موجود، توانایی تطبیق نفوذ سرویس و اتصالات ریخته شده (که دقیقاً با استفاده از لنگرهای قالب مغناطیسی در طول تولید قرار گرفته اند) و سازگاری آنها با انواع ساختارهای نگهدارنده ناشی می شود.
ساختمان های مسکونی چند طبقه
در ساخت و سازهای مسکونی، دال های توخالی 200 تا 265 میلی متری که 5 تا 9 متر بین دیوارهای باربر یا تیرها قرار دارند، یک مشخصات استاندارد در سراسر هلند، اسکاندیناوی، اروپای مرکزی و بریتانیا هستند. یک بلوک آپارتمانی 15 طبقه با استفاده از طبقات توخالی پیش ساخته می تواند در 8 تا 12 هفته از طبقه همکف ضد آب باشد، در مقایسه با 20 تا 30 هفته برای یک سازه بتنی در محل معادل. پلان منظم طبقات ساختمان های مسکونی به خوبی با عرض یکنواخت و محدوده دهانه استاندارد واحدهای هسته توخالی مناسب است.
ساختمان های اداری تجاری
ساختمان های اداری به دهانه های طولانی تری برای انعطاف پذیری پلان باز نیاز دارند، معمولاً 9 تا 14 متر. دال های توخالی عمیق (320-400 میلی متر) با سطوح پیش تنیدگی بالا برای حمل بارهای 3.5-5.0 کیلونیوتن بر متر مربع بر روی این دهانه ها بدون تیرهای ثانویه طراحی شده اند. سطح در معرض دال های توخالی - ذاتاً مسطح و صاف ناشی از فرآیند اکستروژن یا ریخته گری مرطوب - به طور فزاینده ای به عنوان یک ویژگی طراحی قابل مشاهده است و از هزینه سقف های کاذب جلوگیری می کند و مزایای جرم گرمایی را به دست می آورد که در ساختمان هایی با طراحی خوب با تهویه طبیعی یا مختلط، اوج بارهای خنک کننده را 15 تا 25 درصد کاهش می دهد.
پارکینگ های اتومبیل
پارکینگ های چند طبقه یکی از محیط های پر تقاضا برای بتن پیش ساخته هستند: دهانه های 15 تا 18 متری رایج است، بار چرخ متمرکز ممکن است به 30 تا 60 کیلو نیوتن در هر محور برسد، و سازه در معرض نمک های یخ زدایی، چرخه های یخ-ذوب و رطوبت است. دال های توخالی در کاربردهای پارکینگ معمولاً هستند عمق 400-500 میلی متر تولید شده با عیار بتن بالا (C50/60 یا بالاتر) و نسبت آب به سیمان پایین برای به حداکثر رساندن دوام. تارهای نازک بین هسته ها به طراحی دقیق مخلوط بتن - حداکثر اندازه سنگدانه کم، کارایی کافی - و تراکم دقیق نیاز دارند که توسط محیط تولید کنترل شده و سیستم های کنترل کیفیت کارخانه پیش ساخته تسهیل می شود.
ساختمان های صنعتی و انباری
انبارها، مراکز توزیع و تأسیسات تولیدی از دال های توخالی در طبقات نیم طبقه، باراندازهای مرتفع، و طبقات زمینی روی درپوش شمع ها استفاده می کنند. در این برنامهها، قابلیت نصب پیشپریزهای بالابر ریختهشده، کانالهای لنگر برای سیستمهای قفسهبندی و مجرای الکتریکی - که همگی با استفاده از لنگرهای قالب مغناطیسی در طول تولید کارخانه قرار میگیرند - به طور قابلتوجهی هزینههای تعمیر در محل و ریسک برنامه را کاهش میدهد.
کنترل کیفیت و استانداردهای دال های بتنی توخالی
دال های بتنی توخالی تولید شده در اروپا باید مطابق با آن باشند EN 1168:2005 A3:2011 - استاندارد محصول هماهنگ برای دال های توخالی بتنی پیش ساخته. این استاندارد الزامات عملکرد را برای مقاومت ساختاری، مقاومت در برابر آتش، مواد خطرناک، تحمل ابعادی، و عملکرد صوتی، همراه با الزامات مربوط به کنترل تولید کارخانه، آزمایش و علامت گذاری CE مشخص می کند.
تلورانس های ابعادی کلیدی تحت EN 1168 عبارتند از:
- طول: ± 20 میلی متر برای اسلب تا 6 متر. ± 0.3٪ طول برای دال های بیش از 6 متر
- عرض: ± 5 میلی متر
- عمق: ± 5 میلی متر
- صافی: ≤L/600، حداکثر 20 میلی متر
- مربع انتهایی: ≤10 میلی متر
- کمبر: 15/-5 میلی متر برای اسلب تا 12 متر
الفchieving these tolerances consistently depends on the quality of the entire production chain — from mix design and concrete batching, through strand tensioning accuracy, to formwork setting and post-casting inspection. The use of shuttering magnets and related magnetic positioning systems contributes to dimensional accuracy by eliminating the positional drift that occurs with conventional bolted forms under vibration, and by enabling rapid, precise repositioning when setting layouts change.
فراتر از تحمل ابعادی، EN 1168 و استانداردهای طراحی یوروکد پشتیبانی کننده (EN 1992-1-1، EN 1992-1-2) نیاز به بررسی دقیق ساختاری شامل خمش، برش، پانچ، لنگر انتهایی و مقاومت در برابر آتش دارد. فرآیند طراحی برای یک کف هسته توخالی شامل تعیین حداکثر دهانه برای بار مورد نیاز، انتخاب عمق دال و آرایش رشته مناسب از جداول بار سازنده، بررسی طول یاتاقان، تأیید عملکرد دیافراگم کف دوغدهی شده و هماهنگی نفوذ سرویس با مهندس سازه است.
مقایسه دال های هسته توخالی با سیستم های کفپوش جایگزین
انتخاب بین دالهای بتنی هسته توخالی و سیستمهای کف رقیب مستلزم سنجیدن عملکرد سازه، سرعت برنامه، هزینه، پایداری و محدودیتهای سایت است. هیچ سیستم واحدی در هر معیاری برنده نمی شود، اما دال های هسته توخالی در سناریوهای خاص مزایای واضحی دارند.
| معیار | دال هسته توخالی | دال تخت درجا | عرشه فولادی مرکب | دال پیش ساخته جامد |
|---|---|---|---|---|
| محدوده دهانه معمولی | 6-20 متر | 5-12 متر | تیرهای 3-9 متر (عرشه). | 3-7 متر |
| وزن (خود) | کم – متوسط | بالا | کم – متوسط | بالا |
| سرعت نصب | خیلی سریع | آهسته (قالب، درمان) | سریع | سریع |
| مقاومت در برابر آتش (بدون حفاظت اضافی) | REI 60-240 | REI 60-180 | به طور معمول REI 30-60 | REI 60-180 |
| بهره وری مواد | بالا | کم | متوسط | کم |
| الفcoustic performance | خوب (با کفپوش) | خوب | منصفانه (نیاز به درمان دارد) | خوب |
| یکپارچه سازی خدمات | متوسط (cores usable) | بالا (flexible) | بالا | کم |
هسته ها خود یک مزیت مفید برای خدمات ساختمانی ارائه می دهند: در برخی از رویکردهای طراحی، حفره های طولی به عنوان مجرای هوا برای گرمایش، سرمایش یا تهویه استفاده می شوند و هوای مطبوع را از دال عبور می دهند تا هم فضای اشغال شده را خدمت کنند و هم از جرم حرارتی بتن برای تلطیف استفاده کنند. این رویکرد سیستم ساختمانی فعالشده حرارتی (TABS) در پروژههای اداری متعددی در اروپای مرکزی با کاهش قابلاندازهگیری در پیک تقاضای سرمایش تا حد امکان اجرا شده است. 30-40٪ در مقایسه با سیستم های معمولی سمت هوا.
ملاحظات عملی برای تعیین کنندگان و پیمانکاران
مشخص کردن یا تهیه دال های بتنی توخالی نیاز به تعامل با سازنده در مراحل اولیه طراحی دارد. بر خلاف بتن درجا، که می توان آن را در محل تنظیم کرد، دال های توخالی به صورت ابعادی در کارخانه ثابت می شوند. تغییرات پس از تولید - برشها، تثبیتهای اضافی، اصلاحات تقویتکننده - از نظر فنی ممکن است اما پرهزینه و زمانبر است. دریافت جریان اطلاعات درست در مرحله طراحی بسیار مهم است.
اطلاعات مورد نیاز در مرحله طراحی
- بارهای سازه ای: خودوزن، مرده روی هم قرار داده شده (لایه، پارتیشن، پرداخت)، تحمیل شده (رده اشغال) و هرگونه بار متمرکز از کارخانه، انبار، یا اتصالات روکشی
- دهانه و شرایط تحمل در هر تکیه گاه، از جمله تکیه گاه های غیر موازی یا هندسه کج
- کلاس مقاومت در برابر آتش مورد نیاز برای منطقه کف
- محل، اندازه، و چارچوب کلیه نفوذهای سرویس، از جمله آستین های MEP، لوله های زهکشی، ستون های ساختاری عبوری از کف، و دهانه های شفت بالابر
- اتصالات ریختهگری مورد نیاز: کانالهای لنگر، سوکتهای بالابر، پیچهای اتصال، پایههای مجرای - که همه با استفاده از لنگرهای قالب مغناطیسی و ریختهگری در طول تولید کارخانه قرار میگیرند.
- الفcoustic performance requirements, particularly for residential or mixed-use projects where impact and airborne sound must meet regulatory standards
- محدودیتهای انحراف و انتظارات خمیدگی، بهویژه جایی که روکشهای شکننده (کاشیها، تراززو) مستقیماً روی سطح دال اعمال میشوند.
هماهنگی سایت برای نصب
در محل، نصب دال های توخالی نیاز به هماهنگی ظرفیت جرثقیل، مسیرهای دسترسی، تکیه گاه موقت (در صورت نیاز با طراحی سازه)، و توالی تزریق، ریزش های رویه، و جزئیات اتصال سازه دارد. ظرفیت جرثقیل اغلب محدودیت حیاتی است : یک دال هسته توخالی 400 میلی متری به طول 12 متر و عرض 1.2 متر تقریباً 5000 تا 5500 کیلوگرم وزن دارد. در یک مکان شهری محدود که دسترسی جرثقیل ظرفیت بالابری را کاهش میدهد، ممکن است نیاز به کاهش طول دال یا مشخص کردن یک واحد سبکتر باشد - تصمیمی که به طراحی دهانه، بارگذاری و پشتیبانی میپردازد.
تزریق اتصالات باید دقیقاً از مشخصات سازنده پیروی کند. استفاده از دوغاب خیلی مرطوب، یک مفصل متخلخل و ضعیف ایجاد می کند که مستعد ترک خوردن است. خیلی خشک است و ممکن است نمایه مفصل مخروطی را به طور کامل پر نکند و فضای خالی باقی بماند. تزریق مشترک در سطوح بزرگ کف باید به عنوان یک عملیات مداوم، با پرسنل و ظرفیت اختلاط کافی برای جلوگیری از درز سرد در یک اجرای مشترک برنامه ریزی شود.
چک های پس از نصب
الفfter installation and grouting, the completed hollow core floor should be inspected for:
- کمبر دیفرانسیل بین واحدهای مجاور - قابل قبول در عرض ± 5 میلی متر بدون روکش. اگر بیشتر باشد، ممکن است برای دستیابی به یک سطح صاف، به عمق سطح اضافی نیاز باشد
- کامل بودن گروت در کلیه درزهای طولی و عرضی
- کفایت بلبرینگ را در همه تکیه گاه ها پایان دهید
- وضعیت درجهای ریختهشده - هرگونه درج آسیبدیده یا نامناسب باید قبل از اعمال روکشها یا پرداختها، گزارش و اصلاح شود.
- الفbsence of handling damage: cracking at slab ends, spalling at bearing areas, or longitudinal cracking in the webs that may indicate transport or erection damage
نوآوری در فناوری دال های توخالی و سیستم های قالب مغناطیسی
صنعت بتن پیش ساخته به توسعه هر دو محصول دال هسته توخالی و سیستم های تولید مورد استفاده برای تولید آن ادامه می دهد. چندین زمینه توسعه فعال برای کسانی که تصمیمات بلندمدت سرمایه گذاری زیرساختی را اتخاذ می کنند قابل توجه است.
بتن فوق العاده با کارایی بالا در تولید هسته توخالی
تحقیقات در مورد بتن فوق العاده با کارایی بالا (UHPC) برای کاربردهای هسته توخالی در چندین برنامه تحقیقاتی اروپایی و آسیایی ادامه دارد. مخلوطهای UHPC با مقاومت فشاری 150 تا 200 مگاپاسکال اجازه میدهد تا ضخامت شبکه را بیشتر کاهش داده و وزن خود را کاهش دهد و در عین حال ظرفیت برشی را حفظ کند. چالش تولید این است که UHPC با تجهیزات اکستروژن استاندارد سازگار نیست - تقویت فیبر و ویسکوزیته مخلوط به روش های ریخته گری اصلاح شده نیاز دارد - و نقش آهنرباهای کرکره ای and precision magnetic formwork systems در قرار دادن قالب های نازک تر و با دقت بالاتر بسیار مهم تر می شود.
الفutomation and Robotics in Formwork Setting
چندین تولید کننده تجهیزات پیش ساخته اکنون سیستم های تنظیم قالب رباتیک را ارائه می دهند که طرح المان را از مدل BIM می خوانند و به طور خودکار فرم های جانبی، انتهای انتهایی و درج ها را روی سطح پالت قرار می دهند. این سیستم ها معمولاً از ربات های دروازه ای با سیستم های بینایی برای انتخاب و قرار دادن اجزای قالب استفاده می کنند آهنرباهای کرکره ای به عنوان مکانیسم ثابت نهایی - ربات فرم را قرار می دهد و لنگر مغناطیسی برای قفل کردن آن در جای خود فعال می شود. پذیرندگان اولیه این سیستم ها دقت تنظیم قالب را 1-2 ± میلی متر و زمان چرخه بسیار پایین تر از تنظیم دستی، با کیفیت ثابت و کاهش خستگی اپراتور گزارش کردند.
یکپارچه سازی دیجیتال و تولید هوشمند
کارخانه های پیش ساخته مدرن به طور فزاینده ای در حال ادغام فناوری دوقلو دیجیتال - یک مدل مجازی در زمان واقعی از طبقه تولید - با سیستم های کنترل کیفیت، مدیریت موجودی، و تدارکات هستند. به هر عنصر یک کد QR یا برچسب RFID منحصربهفرد در نقطه تولید اختصاص مییابد، که رکورد دیجیتال آن را به دسته خاصی از بتن، قطعه رشته، موقعیتهای درج ثابت آهنربایی و نتایج بررسی ابعادی مرتبط میکند. این قابلیت ردیابی به طور فزاینده ای مورد تقاضای پیمانکاران اصلی و مشتریان در پروژه های پیچیده است که در آن پاسخگویی ساختاری در طول عمر طراحی 50 تا 100 ساله ساختمان مورد نیاز است.
دقت تثبیت قالب مغناطیسی - همراه با بررسی کیفیت اسکن لیزری عنصر نهایی قبل از ارسال - بخشی از این زنجیره کیفیت دیجیتال را تشکیل می دهد. دالی که تمام بررسیهای ابعادی، سوابق مقاومت بتن و بازرسی بصری را پشت سر میگذارد، با یک رکورد کامل تولید که با اسکن QR در محل قابل دسترسی است، ارسال میشود و مهندس سازه یا مالک ساختمان را قادر میسازد تا انطباق را بدون تکیه بر گواهیهای کاغذی تأیید کند.








